Novel Techniques for Containment
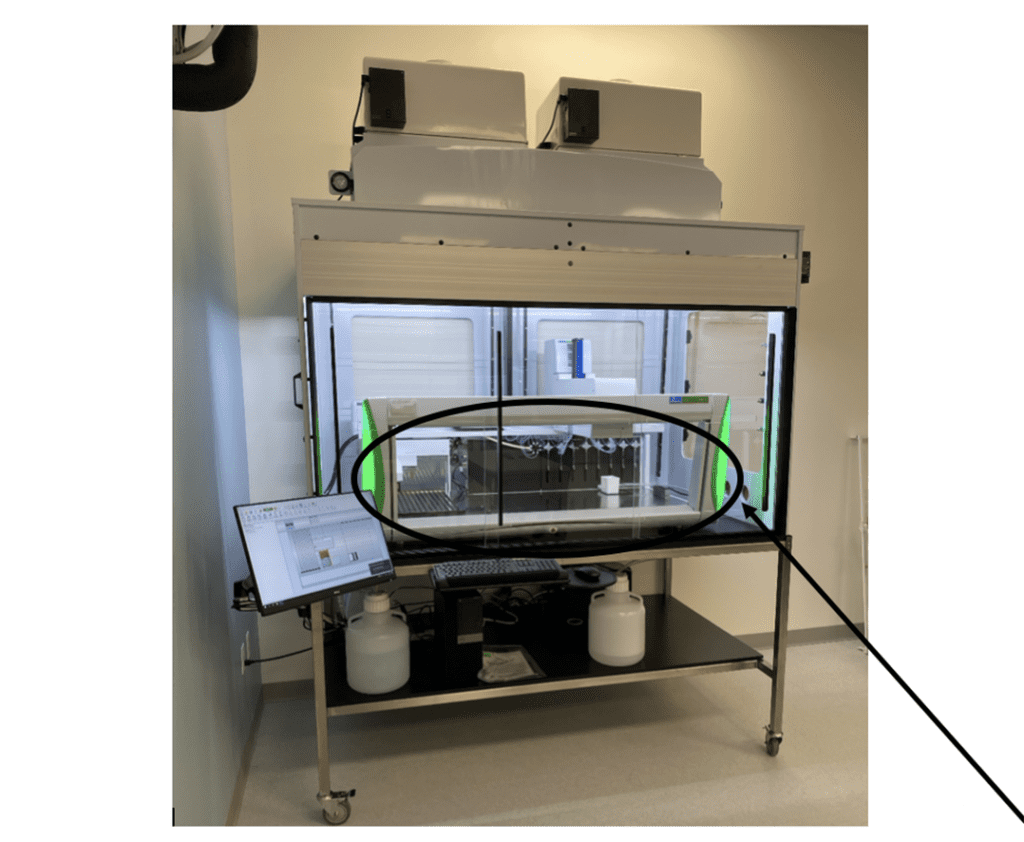
Fig 1: Perkin Elmer Janus G-3 Liquid Handling System inside a Flow Sciences Custom HEPA Filtered Unit Unit Mission: Patient Covid-19 Sample Processing Dr. Robert HaugenFlow Sciences, Inc.6/24/20 Abstract: Recently published scientific papers feature various aspects of pandemic “star” Coronavirus 19. This virus has significantly changed pharma research and production in a variety of …