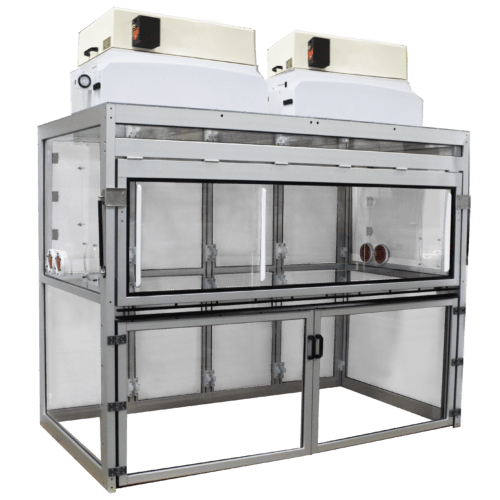
Introducing our Low Humidity Powder Handling Enclosure, specifically designed to provide product protection while ensuring personnel safety. This innovative system utilizes a nitrogen purge to eliminate moisture from the workspace within the enclosure. It operates as a positive pressure system, incorporating a single HEPA filter at the top for optimal performance. Ideal for applications requiring low-moisture or oxygen environments.
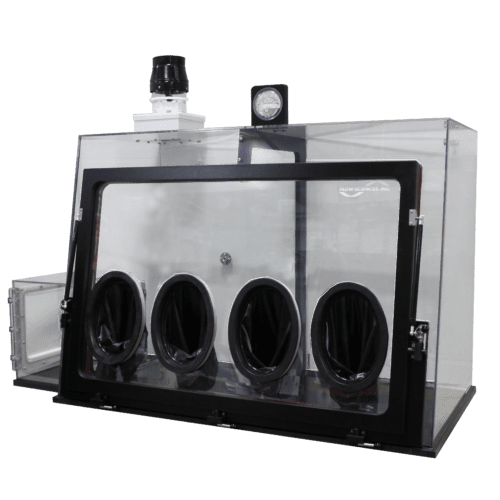
Experience the durability and visibility of our construction materials. The enclosure features clear acrylic panels, offering excellent visibility from all angles. The black phenolic base is chemically resistant and thoughtfully designed with dished edges, effectively containing any spills within the enclosure. For reliable filtration, two HEPA filter cartridges are provided. Please note that these cartridges do not have safe change-out capabilities.
For your convenience, the enclosure includes a large top-hinged door at the front, allowing easy access to the workspace for cleaning and maintenance during downtime. Rest assured, our containment levels have been thoroughly tested and proven by our Factory Acceptance Test (FAT), surpassing the requirements of ASHRAE 110 standards. For more detailed information on containment results, don’t hesitate to reach out to your dedicated Flow Sciences representative.
Enhance the functionality of your enclosure with our additional accessories, including four gloveports, one bulk powder transfer port, one minihelic pressure differential gauge, a grounding bar, anti-static acrylic, a nitrogen controller, and a small access door on the left side.
Overall Exterior Dimensions:
- Height: 42.80 in
- Width: 89.75 in
- Depth: 29.24 in