
Abstract:
Finding a product capable of containing a process where powdered product is converted into an aqueous solution can be tricky. Especially if such processes evolve toxic vapors and gases. In these scenarios, weighing with an analytical balance is typically followed by adding the powder to a stirred liquid. At this point, vapors and gases may evolve.
In this case study, Flow Sciences worked with a customer to develop a two-section containment system that optimized containment while maximizing process efficiency. Such designs become even more essential when high potency active pharmaceutical ingredients are involved.
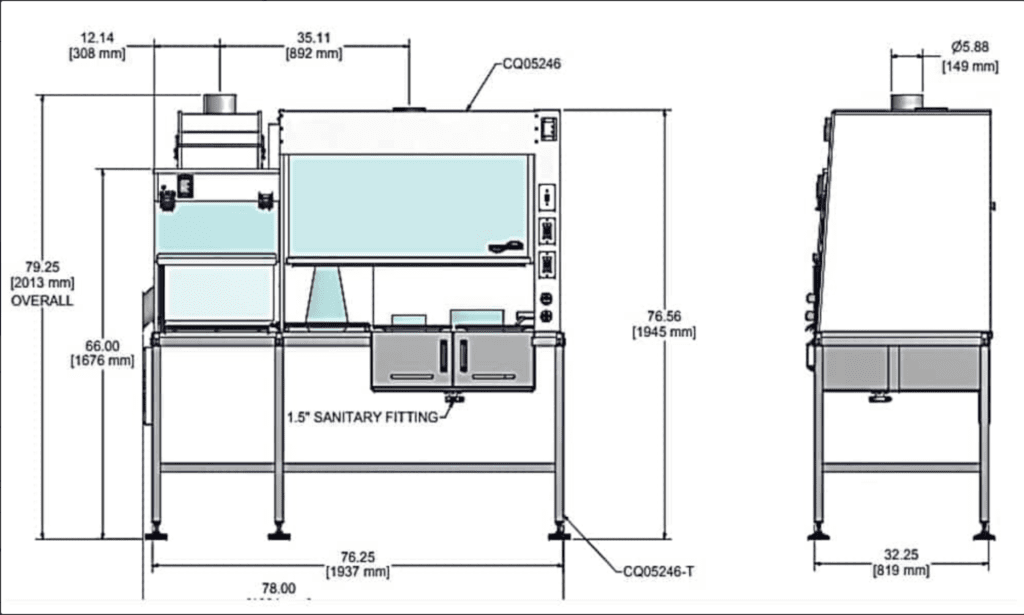
The device depicted in Figure 1 is an example of the custom product FSI produced for such an application.
Problem:
Our customer had a limited space to perform stirring, weighing, and calibrated solid-liquid mixing operations. Flow Sciences was made aware of chemicals and quantities used in this process.
Recommendation:
Flow Sciences proposed joining an open-face powder enclosure with a bag-in bag-out filter and fan (thimble connection to building exhaust) with a polypropylene vertical sash fume hood exhausted to the building exterior.
Key materials of construction were stainless steel, polypropylene, and anodized aluminum. A deep stainless work space in the fume hood section had hinged doors for final product access and removal.
Conclusion:
Flow Sciences worked with our customer and devised a unit containing both a HEPA-filtered weighing enclosure and a polypropylene fume hood. A sliding connecting pass-through was also constructed. The weighing enclosure contained the weighing process with HEPA filtration and the fume hood contained the stir plate solvent addition operation. This construction permitted containment of both liquid and powdered substances in two different processes. Process flow was maximized with this design scheme. The weighed powder could be moved from the HEPA balance section to the fume hood through the sliding door, where solvent mixing took place.
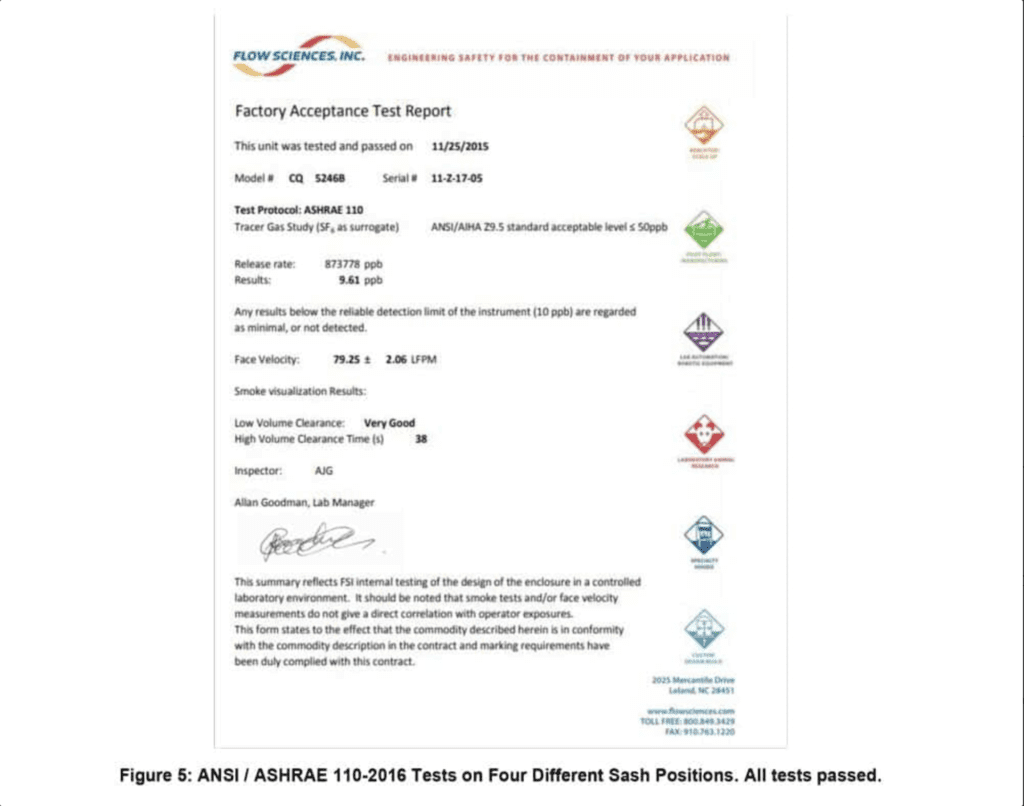
Successful ASHRAE 110-2016 testing (4 Different Sash positions) completed prior to Product Shipment. All this was done with demonstrated containment in our test room using ANSI / ASHRAE 110-2016.
